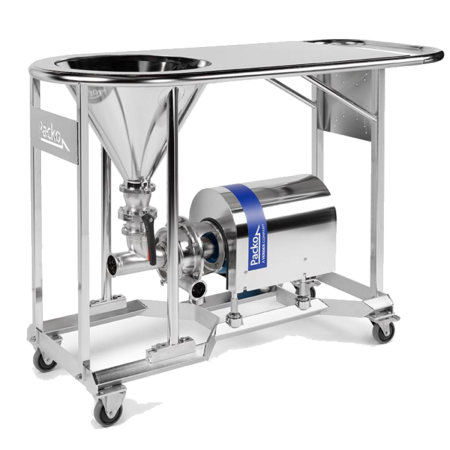

Powder Mixer
The Powder Mixer (PM) is a versatile solution for efficiently dissolving and mixing powders, thickeners, emulsifiers, and stabilizers in the dairy, beverage, food, and personal care industries. With a circulation capacity of up to 50 m³/h and a powder intake of up to 3.5 tons per hour, depending on the nature of the powder, the PM offers excellent performance. At the heart of the PM is the advanced SFP2 high shear pump, which is essential to its operation. The mixer features a modular design available in three different versions, allowing customization to meet specific needs. The hygienic design principles of the SFP2 pump extend throughout the PM, with attention to details such as minimal horizontal surfaces and a fully drainable frame for optimal cleanliness and ease of maintenance. A key advantage of the SFP2 is its unique self-pumping capability, eliminating the need for a separate feed pump. This results in lower energy consumption and reduced maintenance, enhancing overall efficiency.
-
Properties
Property Max. flow 50 m3/h Differential head 45 m wc Max. pressure Inlet: 10 bar Max. shear 100.000 s-1 Viscosity 1000 cP Max. temperature 140 °C -
Description
The Powder Mixer (PM) is a versatile solution for efficiently dissolving and mixing powders, thickeners, emulsifiers, and stabilizers in the dairy, beverage, food, and personal care industries. With a circulation capacity of up to 50 m³/h and a powder intake of up to 3.5 tons per hour, depending on the nature of the powder, the PM offers excellent performance. At the heart of the PM is the advanced SFP2 high shear pump, which is essential to its operation. The mixer features a modular design available in three different versions, allowing customization to meet specific needs. The hygienic design principles of the SFP2 pump extend throughout the PM, with attention to details such as minimal horizontal surfaces and a fully drainable frame for optimal cleanliness and ease of maintenance. A key advantage of the SFP2 is its unique self-pumping capability, eliminating the need for a separate feed pump. This results in lower energy consumption and reduced maintenance, enhancing overall efficiency. -
Downloads
Sorry, no downloads are available.