Downstream - Usage of the battery & battery recycling
The global battery market is experiencing rapid expansion, driven by the increasing demand for Lithium batteries. This surge is primarily due to the growth of electric vehicles (EV), renewable energy storage systems, and consumer electronics. However, the current supply of lithium-ion batteries is struggling to keep pace with this growing demand, creating significant opportunities and challenges for battery manufacturing companies.
Challenged by strict environmental demand and an extremely competitive market the pressure to move away from linear value chains require manufacturers to re-cycle and re-use batteries.
The main environmental re-cycling objectives require:
· To improve the end-of-life management by avoiding waste
· Optimize recycling lines by recovery of battery minerals of all battery technologies
· Full recovery of high-purity materials to lower the environmental footprint
· Re-use battery minerals for new batteries
· Re-purpose lithium materials to be used in different industries.
By 2030 it is projected that recyclers and manufacturers would extract over 125 000 thousand tonnes of lithium, 35 000 tonnes of cobalt and over 86 000 tonnes of nickel (to only name a few battery grade metals) from retired batteries, with the total battery mineral recovery expected to reach up to 1 million tonnes.
Battery manufacturing is very complex
Design and assembly
Batteries are welded or glued together making individual components to be replaced difficult to replace, if a component fails the entire battery need to be discarded often with more than 80% of its potential life left.
Energy-intensive processes
Battery recycling is energy-intensive, necessitating careful consideration of recycling methods during the design phase of EV batteries. Notably, 80% of a product's environmental impact is determined during its design phase.
The recycle of batteries
Low recycling rates
Currently, only 5% of lithium batteries are being recycled, process improvements and enhanced recovery methods drives large investments into battery recovery and recycling technology and infrastructure.
Scope of recycling
Battery recycling is not limited to only EVs, but includes all devices containing a battery such as laptops, power tools, solar storage and pacemakers to name a few.
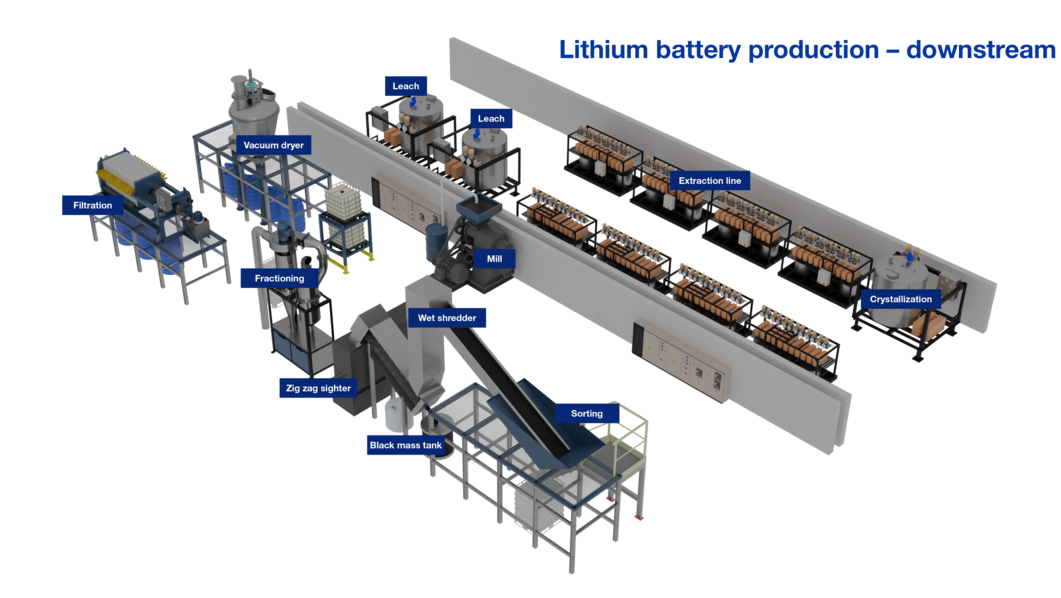
Battery recycling processes
In the average recycling plant, the parts are shredded down into a powder, the powder is either melted (pyrometallurgy) or dissolved in acid (hydrometallurgy).
Following the grinding, the powder is discharged into water to separate plastics and non-metallic components, the powder slurry is dewatered trough a filter-press in preparation for the next stage.
Hydrometallurgical
The hydrometallurgical recovery is very similar to the lithium extraction procedure discussed in the upstream process to produce battery grade lithium hydroxide. The slurry undergoes an extensive chemical leaching process, a combination of acids removes waste/residue to dilute battery mineral slurry into a liquid metal.
Chemical leaching
Chemical leaching is achieved by exposing the slurry into a staged process by adding a combination of acids including sulfuric acid (H2SO4), hydrochloric acid (HCL), sodium hydroxide, and calcium hydroxide (Ca(OH)2) with some concentrations at 20% to 30% and temperatures ranging to as high as 50 degrees C.
Flotation process for metal extraction
Purpose
Each cell contains a specific combination of acids and reagents to adjust the pH level to facilitate the separation of the targeted metals.
Reagents
Dosing reagents initiates the chemical separation, targeting elements like iron, copper, aluminium, manganese, cobalt, nickel, lithium, and gold.
Flocculation and thickening
Flocculation initiates the fine metal slurry to separate from the water and aggregate into larger clusters to form a high-density concentrated slurry.
Crystallization
The respective metal treatment initiate the slurry to form crystals into the final purified battery grade as a raw material to be re-used in battery manufacturing.
Conclusion
The advancements in battery recycling have intensify the demand for accurate and efficient extraction of battery precious metals. This complex process involves handling highly corrosive chemicals and highly abrasive metal slurries, necessitating the use of robust and reliable pump technologies. The recycling process involves extremely corrosive acidic and abrasive liquids, requiring pumps that are highly resistant to chemical damage, whilst necessitating durable pump components that can endure abrasive wear. The importance of safety cannot be overstated, by minimizing the risk of leaks and emissions Verder pumps contribute to a safer working environment and reduced environmental impact. The success of Verder’s pump technologies lies in our commitment to enabling progress for our customers. By providing high-quality, engineered and reliable pump solutions, Verder allows customers to focus on their core business confident in the knowledge that pumping needs are being taken care of with expertise and precision. In closing, the choice of advanced pump technologies Verder offer in Verderflex peristaltic, Verderair, (e-)PURE PTFE pumps is crucial for efficiency, safety and sustainability of the battery recycling process. These pumps not only meet the high demands of handling corrosive and abrasive materials but also ensure the protection of personnel and the environment. As the demand for battery recycling grows, the importance of such innovative and reliable pump solutions cannot be overstated.