
Votre pompe vous ruine-t-elle aussi ?
Remarque : cette étude de cas ne s'applique qu'aux fromages à pâte dure.
Il existe des préjugés tenaces sur ce qu'est la bonne pompe dans un processus de production de fromage à pâte dure. Si ces préjugés ne sont pas corrects, les producteurs de fromage ne tireront pas le meilleur parti de leur processus. Cela concerne à la fois l'efficacité du processus et la qualité du produit.
C'est pourquoi nous avons cherché à savoir si ces préjugés étaient fondés, en collaboration avec un producteur d'Emmental.
En même temps, nous avons essayé de résoudre un problème courant dans le processus de production des fromages à pâte dure. La production de fromages à pâte dure donne souvent lieu à un produit secondaire indésirable, à savoir les fines de caillé.
Il est préférable d'éviter ce produit secondaire, car il a un effet négatif sur la qualité du fromage et, par conséquent, sur le rendement du producteur de fromage. En effet, plus ce produit secondaire (fines de caillé) est produit, moins il reste de produit principal (le fromage lui-même).
L'une des principales raisons de la formation de fines de caillé est le pompage trop brutal du produit. Il n'est donc pas étonnant que le choix de la pompe joue un rôle important dans la prévention des fines de caillé.
À l'aide d'un exemple pratique concret, nous souhaitons montrer comment une sélection correcte de la pompe résout ce problème et augmente en même temps la qualité et l'efficacité du processus.
Vision actuelle du marché
Actuellement, il existe environ 4 types de pompes différentes dans le processus de fabrication des fromages à pâte dure :
- Pompe monotype
- Pompe à sinus
- Pompe à lobes
- Pompe Vortex (pompe centrifuge avec roue vortex)
On considère généralement que les pompes à vortex et les pompes à lobes sont les meilleures pompes pour éviter les fines de caillé. Examinons de plus près ces deux types de pompes.
Tout d'abord, les pompes à lobes. Elles ont l'avantage de fonctionner lentement et de causer peu de dégâts, mais l'inconvénient est qu'elles sont assez chères (surtout pour les débits importants supérieurs à 50 m³/h). De plus, elles nécessitent une pompe CIP séparée (CIP = cleaning in place).
Deuxièmement, les pompes à vortex, qui sont un type de pompes centrifuges avec une roue encastrée (roue à vortex) à pales droites et un corps de pompe complètement rond (figure 1).
On suppose que la roue encastrée garantit que le caillé ne passe pas "à travers" la roue et qu'elle est donc moins dommageable qu'une roue ordinaire.
Mais ces hypothèses sont-elles correctes ou sont-elles des préjugés ?
Quelles sont les alternatives possibles ?
La pompe à vortex est-elle vraiment la meilleure solution pour ce problème ? Pour répondre à cette question, nous avons gardé à l'esprit ce qui suit :
"Une pompe au rendement le plus élevé possible garantit un pompage plus régulier du produit et donc moins de dommages au caillé"
Pour trouver une solution, nous avons utilisé notre système CFD (= Computational Fluid Dynamics). Ce logiciel permet de simuler le fluide dans la pompe. Ce qui nous a permis d'améliorer les points suivants :
- Réduire les turbulences ;
- Augmentation de l'efficacité
- Ce qui se traduira par un pompage généralement plus doux du fluide.
Cette étude nous a conduit à une pompe Packo avec les caractéristiques suivantes :
- Pompe à haut rendement ;
- Corps de pompe en forme de volute ;
- Roue fermée avec des pales en 3D.
Dans une étape suivante, nous avons comparé notre solution avec la pompe à vortex habituelle au même point de fonctionnement : 60 m³/h à 7m. Nous avons obtenu les résultats suivants :
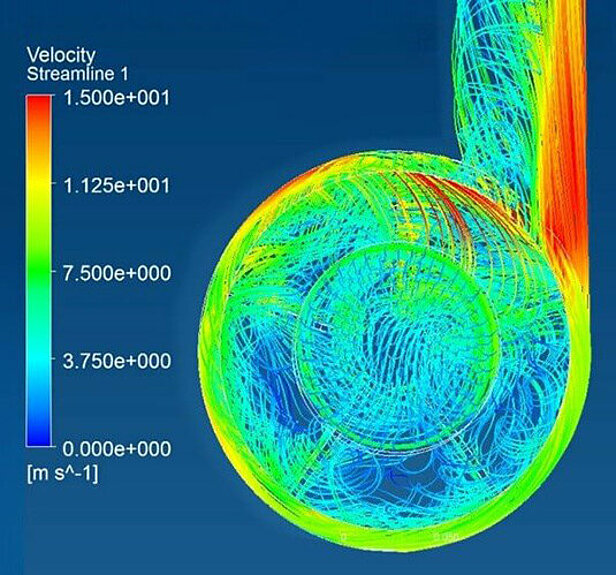
Roue tourbillonnaire
- Vitesses > 15 m/s
- Zones mortes
- Variation importante de la vitesse
- Rendement : 58 %.
⇒ Pompage brutal
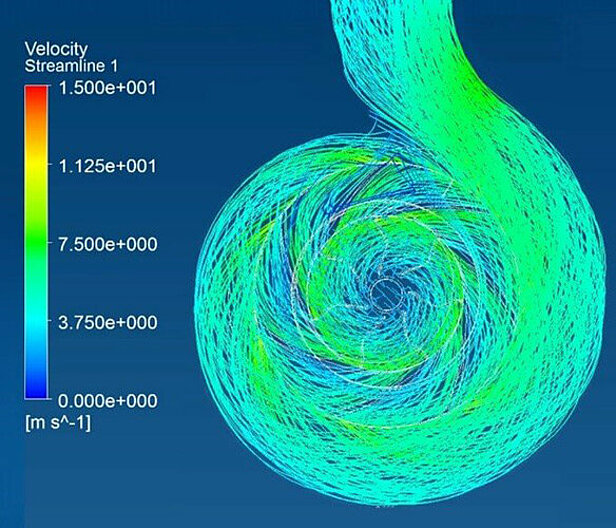
Roue fermée
- Vitesse < 7 m/s
- Pas de zones mortes
- Faible variation de vitesse dans la pompe
- Rendement : 75
⇒ Pompage doux
Ce test a rapidement mis en évidence le fait qu'une roue fermée permet d'obtenir un rendement plus élevé que la roue à vortex souvent utilisée.
Dans la gamme standard de Packo, nous proposons deux pompes qui répondent à ces caractéristiques, la FP3 et la MFP3. Ces pompes ont donc pu être utilisées pour notre test chez le client.
En pratique
Pour cette étude, nous avons travaillé en étroite collaboration avec un client qui produit du fromage Emmental. Comme la plupart des producteurs de fromage, il utilise également des pompes à vortex dans son processus de production.
Avant d'effectuer le test avec Packo, le client avait déjà essayé un certain nombre de choses lui-même :
- Réglage d'une vitesse plus basse et plus élevée de la pompe ;
- Réglage d'un temps de remplissage plus long et plus court ;
- Pression différente au niveau de la buse de remplissage (0,25 - 0,5 bar) ;
- Utiliser des becs de remplissage de différents diamètres (17 - 22 mm).
Tous ces ajustements n'ont pas permis d'obtenir les améliorations attendues et, dans certains cas, une diminution de la qualité a été observée. Une qualité moindre du fromage est également perceptible dans les caractéristiques suivantes :
- Présence de fines de caillé à différents endroits de la surface, causant des problèmes lors du pressage du jeune fromage avec la séparation de la phase solide (caillé) et de la phase liquide (lactosérum) ;
- Remplissage inégal du moule ;
- Ronds de fromage plus minces au centre qu'à l'extérieur ;
- Ronds de fromage de poids différent ;
- Fissures dans le fromage.

Objectifs de la recherche
Afin de pouvoir parler d'un exercice réussi, notre client s'était fixé les objectifs suivants :
- Le temps de remplissage du moule à fromage est d'environ 12-13 minutes ;
- La pression sur la buse de remplissage (distributeur) est toujours comprise entre 0,30 et 0,35 bar ;
- Distribution égale du caillé dans les différentes tranches de fromage (6, 8 et 10) ;
- Pas de fines de caillé ;
- Le même poids pour toutes les meules (environ +/-3kg) ;
- Remplissage homogène (symétrique) ;
- La qualité du fromage répond aux exigences du marché (nombre de trous, durabilité et durée de conservation).
Test pratique des paramètres du système
Entre-temps, une évaluation de l'ensemble de l'installation a été réalisée dans les locaux du client. Afin de déterminer quelle pompe et dans quelles circonstances elle permet d'obtenir le meilleur résultat. De cette manière, il est possible de faire une sélection optimale.
- Point de fonctionnement visé : 60m³/h @8,6m.
- Sélection de la pompe : une pompe Packo FP3/100-250 avec les caractéristiques suivantes :
- Moteur de 5,5kW - 6-polig (1000 rpm => 700 rpm) ;
- Roue fermée ;
- Rendement de la pompe d'environ 75 % au point de fonctionnement.
Cette pompe a été utilisée dans le processus de production de la fromagerie et a fait l'objet de divers tests pour déterminer les réglages optimaux. Ceci est nécessaire car différents types de fromage sont utilisés (6/8/10) qui nécessitent des vitesses et des points de fonctionnement différents.
Vous trouverez ci-dessous un aperçu des réglages qui ont été testés et des résultats finaux.
| Phase de test | Réglage final | |
|
Pression au distributeur |
0.1 – 0.6 bar |
0.30 – 0.35 bar |
|
Temps de remplissage |
9-13 minutes |
12 minutes |
| Vitesse de la pompe | Différentes vitesses | 600 à 700 RPM |
La pompe a-t-elle bien fonctionné ?
La question la plus importante reste maintenant de savoir si le test a donné des résultats positifs chez le client. Le test a-t-il donné des résultats positifs chez le client ?
Après avoir introduit la pompe FP3 dans le processus de production, nous avons constaté les résultats suivants :
- Plus de pertes dues aux particules de caillé ;
- Fromages symétriques ;
- Le même poids de fromage dans la production des différentes rondes de fromage (6, 8 et 10) ;
- La qualité du fromage répond aux exigences du marché (nombre de trous, durabilité et durée de conservation) ;
- Niveau de bruit très faible pendant le pompage du caillé.
- Mieux encore, tous ces changements ont permis d'amortir la pompe au bout de 3 ( !) mois.
Un bon choix de pompe a donc eu un impact positif sur l'ensemble du processus de production : de l'efficacité du processus à la qualité des fromages eux-mêmes.
Contactez-nous et nous pourrons également le prouver pour votre processus.